工业相机的机器视觉应用
机器视觉技术正广泛地应用于各个方面,从医学影像到遥感图像,从工业检测到文件处理,从毫微米技术到多媒体数据库,不一而足。可以说需要人类视觉的场合几乎都需要机器视觉。机器视觉不会有人眼的疲劳,有着比人眼更高的分辨精度和速度,借助红外线、紫外线、X射线、超声波等高新探测技术,它在探测不可视物体和高危险场景时,更具有其突出优点。下面是机器视觉技术的典型应用:
许多领域像冶金、化工、建材、安全保卫、工件检测等工业生产过程中,这些工业对象复杂,过程涉及参数众多,并有显著的非线性、骤变性、离散性、分布性和不确定性。尤其是在周围环境极其恶劣(例如高温环境和不确定对象,其形状参数难以用普通的测量手段进行测量)的情况下,对这类系统要想建立确定的模型是十分困难的。因此,用常规控制技术难以实现对象的计算机实时控制。对于这类复杂对象的自动控制,所遇到的Zui大困难是检测问题,而大多数场合,可通过机器视觉来实现。
机器视觉系统可用于工业领域的很多方面,如零件检验与尺寸测量、零件的缺陷检查、零件装配、机器人的引导和零件的识别等。应用图像处理及机器视觉检测技术Zui多的部门是电子工业,其次是汽车工业、木材工业、纺织工业、食品加工工业、包装工业及航空工业等等,已取得的应用成果有:a)产品形状和表面缺陷检查、b)产品非破坏性检查、c)机器人、d)产品分类等。 下面以“纽扣电池检测系统”为例进行说明。
1、使用高分辨率面阵相机,检测整个料盘中144颗纽扣电池的型号是否有错误以及型号是否清晰,并且统计出电池总数。系统结构如下图所示:
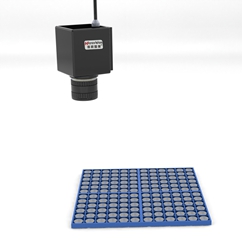
2、系统配置:
相机:MV-VD200SM(USB、黑白);镜头:AFT-0814MP;光源:机器视觉LED光源;PC:MV-VS820嵌入式处理器;软件:MV-MVIPS机器视觉图像处理软件;输出:2路数字IO输出。
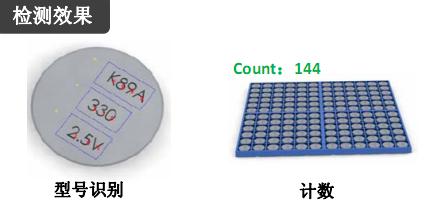
3、检测结果:
二、机器视觉在农业中的应用
随着图像处理技术的专业化、计算机硬件成本的下降以及运行速度的提高,在农产品品质自动检测和分级领域应用机器视觉系统已变得越来越具有吸引力。农产品在其生产过程中由于受到人为和自然等复杂因素的影响,产品品质差异很大,如形状、大小、色泽等都是变化的,很难做到整齐划一,故在农产品品质检测与分析时,要有足够的应变能力来适应情况的变化。机器视觉技术在农产品品质检测上的应用正是满足了这些应变的要求。农产品的尺寸与面积、形状和颜色是农产品品质的重要特征,利用机器视觉进行检测不仅可以排除主观因素干扰,而且还能对这些指标进行定量描述,具有人工检测所无法比拟的优越性。
三、在医学中的应用
在医学领域,机器视觉用于辅助医生进行医学影像的分析,主要利用数字图像处理技术、信息融合技术对X射线透视图、核磁共振图像、CT图像进行适当叠加,然后进行综合分析;还有对其它医学影像数据进行统计和分析,如利用数字图像的边缘提取与图像分割技术,自动完成细胞个数的计数或统计,这样不仅节省了人力,而且大大提高准确率和效率。下面再以“药品包装检测系统”为例进行说明。
1、使用彩色面阵相机,对传送带上的药品包装进行检测,判断是否有混装、漏装、药品破损等缺陷。系统结构如下:
2、系统配置:
相机:MV-VD040SC彩色相机(744×480、1/3″、彩色CMOS);镜头:AFT-1614MP 16mm镜头;光源:白色环形光源,明场照明;PC:MV-VS800嵌入式处理器;软件:MV-MVIPS机器视觉图像处理软件(颜色检查)
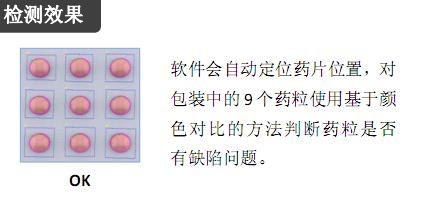
3、检测结果
四、机器视觉在机器人导航及视觉伺服系统的应用
赋予机器人视觉是机器人研究的重点之一,其目的是要通过图像定位和图像理解向机器人运动控制系统反馈目标或自身的状态与位置信息。
五、其它方面
在闭路电视监控系统中,机器视觉技术被用于增强图像质量,捕捉突发事件,监控复杂场景,鉴别身份,跟踪可疑目标等,它能大幅度地提高监控效率,减少危险事件发生的概率。在交通管理系统中,机器视觉技术被用于车辆识别、调度,向交通管理与指挥系统提供相关信息。在卫星遥感系统中,机器视觉技术被用于分析各种遥感图像,进行环境监测、地理测量,根据地形、地貌的图像和图形特征,对地面目标进行自动识别、理解和分类等。